|
A roller coaster demands highest precision. This is
guaranteed by a thorough quality control. Highly stressed
components like undercarriages and couplings are repeatedly tested
until the final assembly. Even the quality of the delivered
material, the semifinished parts, is guaranteed by the suppliers
by official certificates. The process chain is closed by
examinations of the weld seams using ultra sound and checks for
surface flaws. Nothing is left to chance. It even reaches so far
that every screw is tightened with a clamping torque
pre-calculated by the engineer, and each one is marked as
installed by a paint stroke. Only this guarantees that the joint
stands the dynamic loads. Appropriate instructions are documented
within the production drawings - A mass of paper that allows for
the meticulous precision "Made in Germany".
 |
|
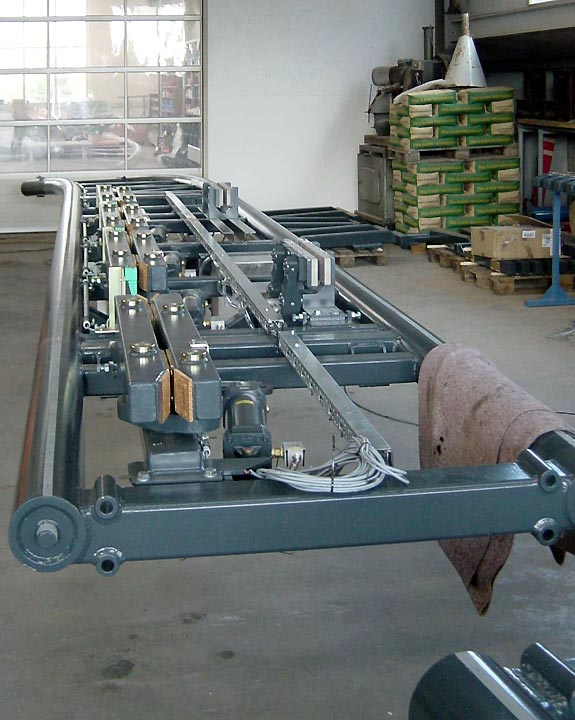
Car examination by TUV |
|
Before the final assembling, the steel
carriage is examined. |
|
|
|
|
|
The components are brought to the paint shop after they have
passed the quality check. There is a pungent smell, but this may
be caused by the elements made of fibre reinforced polymers that
are stored here. The production of the car's chassis is pure
manual work. At first a 1:1 wooden model is created, then a
negative, and finally the car body which is 5 to 10 millimeters
thick. The robust laminate FRP consists of fibre glass mats
saturated with polyester resin. Adding a liquid curing agent
starts the hardening process, permitting a processing time of
about 30 minutes: The saturated mats are laid into the form,
pressed on and densified. Further layers are added until the
required thickness is reached. The material is cured within 24
hours, afterwards it can be removed from the mold. Last touch-ups
can be made with sandpaper before the parts are being lacquered.
Next door the welded steel constructions of the cars wait for
their completion: The seats are attached to an H-shaped backbone.
The ends of the long sides hold the wheel packs, the bridge
inbetween is divided by a coupling to enable a torsion of the two
halfs in tight track elements like the heartline roll. In
the end the FRP parts and seats are simply screwed on. But this
doesn't happen before the TÜV Munich has taken the
whole construction to a close examination.
Right now the restraints are attached. The over the
shoulder parts are borne on top of the back rest, hydraulic
cylinders care for a safe fixation. The pressure needed in the oil
circuit is provided by two small nitrogen reservoirs. An
electro-magnetic valve controls the pressurization of the cylinder
piston: In one valve state the system blocks, in the other one the
piston (and with it the restraint) can be moved. The power to open
the restraint (respectively to activate the eletro-magnetic valve)
is provided by electrical sliding contacs housed in the station.
The twofold existence of the cylinder represents the required
redundancy. |